Specyfika sprężyn naciągowych
Czym sprężyna naciągowa różni się od naciskowej?
Sprężyna naciągowa (zwana również sprężyną rozciągającą lub extension spring) należy obok sprężyny naciskowej do najpowszechniej stosowanych elementów sprężynujących w przemyśle. Jej zadaniem jest akumulacja energii podczas rozciągania i jej zwrot przy powrocie do stanu spoczynkowego. W odróżnieniu od sprężyn naciskowych, w sprężynie naciągowej wszystkie zwoje są zwojami czynnymi, a obciążenie wprowadzane jest przez specjalne zaczepy ukształtowane na obu jej końcach.
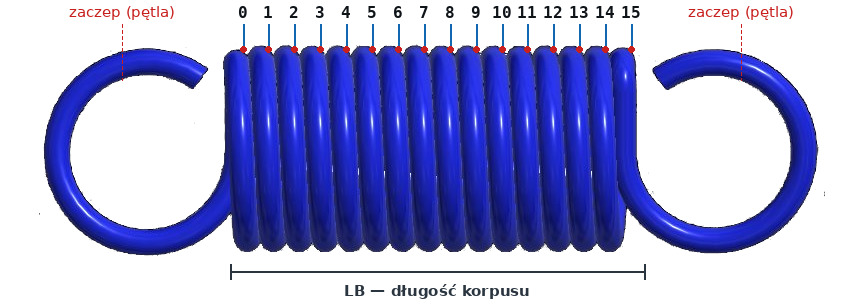
Rys. na podstawie ISO 22705-2 — sposób liczenia zwojów sprężyny naciągowej. Zwoje korpusu liczy się kolejno, na odcinku pomiędzy zaczepami. Liczbą istotną dla obliczeń jest n — liczba zwojów czynnych (uczestniczących w pracy). Same zaczepy oraz krótkie odcinki przejściowe wchodzące w zaczep nie są zwojami korpusu. Norma definiuje również kierunek zwijania — prawy (RH) lub lewy (LH).
Cechą wyróżniającą sprężyny naciągowe jest tak zwane naprężenie wstępne (F0) — siła wewnętrzna utrzymująca zwoje przylegające do siebie w stanie swobodnym. To dzięki niemu sprężyna nie zaczyna się rozciągać natychmiast po przyłożeniu minimalnej siły, a dopiero po przekroczeniu progu F0. Wartość naprężenia wstępnego wynika z technologii zwijania na automatach, gdzie kolejne zwoje napierają na siebie. Naprężenie wstępne minimalizuje wymaganą długość roboczą sprężyny, co stanowi istotny atut konstrukcyjny w aplikacjach o ograniczonej zabudowie.
Konstruktor musi pamiętać o dwóch zasadniczych ograniczeniach: sprężyna naciągowa nie posiada wewnętrznego ogranicznika (analogicznego do długości zablokowania Lc w sprężynie naciskowej), wobec czego przekroczenie maksymalnego dopuszczalnego naciągu prowadzi nieodwracalnie do trwałego odkształcenia. Drugie ograniczenie dotyczy wytrzymałości zaczepów — w przeważającej liczbie awarii to właśnie zaczep, nie korpus, jest miejscem inicjacji pęknięć zmęczeniowych.
System norm
Cztery normy odniesienia dla sprężyn naciągowych
Dla sprężyn naciągowych obowiązuje analogiczny do sprężyn naciskowych system normalizacyjny. Cztery dokumenty tworzą zamkniętą całość: ISO 26909 dostarcza wspólnej terminologii, EN 13906-2 precyzuje metodologię obliczeniową i projektową, ISO 22705-2 standaryzuje metody pomiarowe, a DIN 2097 definiuje wymagania jakościowe i klasy tolerancji.
ISO 26909 : 2009
Sprężyny — Słownik terminologiczny
Wspólny słownik terminów dla całej rodziny sprężyn metalowych. Definiuje pojęcia takie jak: długość swobodna, długość ciała sprężyny, sztywność, naprężenie wstępne, typy zaczepów oraz parametry kontroli jakości. Norma zapewnia jednoznaczną komunikację techniczną między projektantem, producentem i odbiorcą.
EN 13906-2 : 2013
Obliczenia i projektowanie — sprężyny naciągowe
Norma europejska określa metodologię obliczeniową dla walcowych sprężyn naciągowych zwijanych na zimno i na gorąco z drutu i pręta okrągłego. Obejmuje sprężyny obciążane wzdłuż osi i pracujące w normalnych warunkach temperaturowych. Dla temperatur znacząco odbiegających od normalnych zaleca konsultację z producentem.
ISO 22705-2 : 2023
Parametry pomiarowe i badawcze — sprężyny naciągowe
Najnowsza norma międzynarodowa (luty 2023, przyjęta jako EN ISO 22705-2:2025) — pierwsza w historii norma kompleksowo opisująca metody pomiarów dla sprężyn naciągowych. Definiuje pomiar długości swobodnej L0, długości ciała sprężyny LK, wymiarów zaczepów, średnic oraz sił sprężystych. Wyłącza badania dynamiczne.
DIN 2097 : 1973
Wymagania jakościowe — sprężyny naciągowe zwijane na zimno
Norma niemiecka definiuje wymagania jakościowe i klasy tolerancji dla walcowych sprężyn naciągowych z drutu okrągłego zwijanych na zimno. Wprowadza trzy klasy tolerancji (analogiczne do EN 15800 dla sprężyn naciskowych). DIN 2097 stanowi de facto standard branżowy w Europie — od 50 lat stosowany przez producentów sprężyn.
Geneza ISO 22705-2
Choć sprężyny techniczne należą do najstarszych elementów maszynowych, do 2023 roku nie istniała norma międzynarodowa opisująca pomiary sprężyn naciągowych. Brak ten powodował znaczne nieporozumienia między producentami a klientami w skali globalnej. ISO 22705-2 powstała w wyniku trzyletniej pracy zespołu jedenastu krajów z Europy, Ameryki Północnej i Azji — uzgadniającego ponad 300 zgłoszonych uwag technicznych. Dla branży to przełom porównywalny z wprowadzeniem ISO 9001 w zarządzaniu jakością.
EN 13906-2 w praktyce
Parametry obliczeniowe sprężyny naciągowej
Obliczenia sprężyny naciągowej różnią się od obliczeń sprężyny naciskowej w trzech kluczowych aspektach: wszystkie zwoje są czynne, w stanie spoczynkowym występuje naprężenie wstępne F0, a zaczepy podlegają odrębnej analizie wytrzymałościowej jako miejsce maksymalnej koncentracji naprężeń. Norma EN 13906-2 zawiera kompletny aparat obliczeniowy uwzględniający te specyfiki.
| Symbol | Parametr | Znaczenie projektowe |
|---|---|---|
| d | Średnica drutu | Determinuje dobór materiału (EN 10270-1/-2/-3). Sprężyny naciągowe ALMECH wytwarzane są z drutu od ø 0,10 mm do ø 7,00 mm. |
| Dm | Średnia średnica zwoju | Decyduje o wskaźniku sprężyny w = Dm/d. Norma zaleca zakres 4 ≤ w ≤ 20 dla zwijania na zimno. |
| L0 | Długość swobodna | Mierzona od wewnętrznych powierzchni zaczepów w stanie swobodnym (bez obciążenia). |
| LK | Długość ciała sprężyny | Długość samego zwoju cylindrycznego bez zaczepów; LK ≈ (n + 1) · d. |
| F0 | Siła naprężenia wstępnego | Siła wewnętrzna utrzymująca zwoje przylegające do siebie. Może być regulowana w procesie zwijania (na życzenie klienta). |
| R | Sztywność sprężyny [N/mm] | Wzór R = Gd⁴/(8Dm³n); analogiczny jak dla sprężyny naciskowej, ale liczba zwojów dotyczy całej długości czynnej. |
| Fn | Maksymalna siła robocza | Ograniczona dopuszczalnym naprężeniem skręcającym; dla sprężyn naciągowych typowo niższa niż dla naciskowych z uwagi na koncentrację naprężeń w zaczepach. |
Uwaga dla konstruktora
EN 13906-2 explicite ostrzega: przy stosowaniu sprężyn naciągowych w obciążeniach dynamicznych wytrzymałość zmęczeniowa zaczepów jest znacznie niższa niż korpusu sprężyny. Dla aplikacji o dużej liczbie cykli (powyżej 105) zaleca się stosowanie zaczepów zaginanych z dużym promieniem przejścia (zaczep typu DIN 2097 forma A z pełnym promieniem) lub rozwiązań alternatywnych — wkręcanych zaślepek gwintowanych lub elementów zwijanych wewnątrz korpusu.
Wykonania zaczepów
Typy zakończeń sprężyn naciągowych
Zaczep (zwany również uchem) to element konstrukcyjny pozwalający na zamocowanie sprężyny w mechanizmie. Wybór typu zaczepu wpływa zarówno na sposób montażu, jak i na trwałość mechaniczną sprężyny. Producenci sprężyn — w tym ALMECH — oferują standardowo kilka podstawowych typów zakończeń, a na życzenie klienta także zaczepy o niestandardowym kształcie, dopasowane bezpośrednio do gniazda montażowego.

Zaczep niemiecki (half_loop)
wysokość zaczepu LH w przedziale 0,55∙Di – 0,8∙Di

Wyciągnięty zaczep niemiecki (full_loop)
wysokość zaczepu LH w przedziale 0,8∙Di – 1,1∙Di

Zaczep angielski (counter-type full loop)
wysokość zaczepu LH w przedziale 0,8∙Di – 1,1∙Di

Zaczep hakowy wydłużony
wysokość zaczepu LH wg potrzeb projektowych
Położenie zaczepu względem osi sprężyny
Oprócz typu zaczepu, w specyfikacji należy określić jego położenie względem osi geometrycznej zwoju cylindrycznego. Trzy podstawowe konfiguracje:

Położenie centralne
W osi sprężyny. Najczęściej stosowane; zapewnia czyste obciążenie osiowe i minimalizuje momenty zginające.

Położenie boczne
Przy powierzchni walcowej zwoju. Stosowane gdy zabudowa wymaga przesunięcia punktu mocowania.
Położenie zewnętrzne
Skierowane na zewnątrz sprężyny. Wybierane gdy mocowanie odbywa się do elementów znajdujących się poza obrysem.
Wskazówka technologiczna
Zaczepy mogą być formowane w jednej operacji z procesem zwijania (najczęściej dla zaczepu niemieckiego) lub w operacji wtórnej, po nawinięciu korpusu. Po uformowaniu zaczepu standardowo wykonywane jest odprężanie cieplne w celu zmniejszenia naprężeń wewnętrznych i podniesienia wytrzymałości na ścinanie. Każda z tych operacji wpływa na koszt i powtarzalność wymiarową — co należy wziąć pod uwagę przy doborze klasy tolerancji.
ISO 22705-2 — metody pomiarów
Kontrola jakości sprężyn naciągowych
Norma ISO 22705-2:2023 (przyjęta jako EN ISO 22705-2:2025) stanowi historyczne osiągnięcie w branży sprężynowej — to pierwszy międzynarodowy dokument standaryzujący pomiary sprężyn naciągowych. Norma określa wymagania dotyczące warunków pomiarowych (temperatura odniesienia, przyrządy), kwalifikacji operatora oraz powtarzalności wyników. Co istotne, podobnie jak ISO 22705-1 wyłącza badania dynamiczne (zmęczeniowe).
| Badana cecha | Metoda / przyrząd | Wymagania normy |
|---|---|---|
| Długość swobodna L0 | Suwmiarka lub miernik długości | Pomiar od wewnętrznych powierzchni zaczepów, sprężyna w stanie swobodnym, na poziomym podłożu. |
| Długość ciała LK | Suwmiarka | Pomiar samego korpusu (zwoju walcowego) bez uwzględnienia zaczepów. |
| Średnica zewnętrzna De | Suwmiarka (rozdzielczość ≥ 0,02 mm) | Pomiar w środku strefy korpusu, minimum 3 pomiary co 120°. |
| Wymiary zaczepu | Suwmiarka, projektor profilu | Wysunięcie zaczepu, średnica pętli wewnętrzna, kąt orientacji — odrębne pomiary dla każdego zaczepu. |
| Siła naprężenia wstępnego F0 | Maszyna wytrzymałościowa | Wyznaczana przez ekstrapolację charakterystyki do długości swobodnej; różnica względem siły dla minimalnego naciągu. |
| Siły robocze F1, F2 | Maszyna wytrzymałościowa | Pomiar po wstępnym wyciągnięciu (przezwyciężeniu naprężenia wstępnego), prędkość kontrolowana, tolerancja długości testu wg klas DIN 2097. |
| Kąt położenia zaczepów | Pomiar wzajemnego kąta | Kąt między płaszczyznami zaczepów (typowo 0°, 90° lub dowolny). Tolerancja zależna od klasy jakościowej. |
DIN 2097 — klasy tolerancji
Klasy jakościowe sprężyn naciągowych
Norma DIN 2097 (Helical Springs Made of Round Wire — Quality Specifications for Cold Coiled Tension Springs) precyzuje wymagania jakościowe dla walcowych sprężyn naciągowych zwijanych na zimno z drutu okrągłego. Wprowadza trzy klasy tolerancji, analogiczne strukturalnie do klas EN 15800 dla sprężyn naciskowych. Tolerancje DIN 2097 dotyczą: średnicy zwoju (D, De), długości swobodnej L0, sił sprężystych F1, F2, maksymalnego wysunięcia zaczepu oraz wzajemnego położenia zaczepów.
Ważna uwaga praktyczna
DIN 2097 określa siłę jako parametr nadrzędny — to ona definiuje sprężynę. Liczba zwojów może wobec tego ulegać niewielkim wahaniom w ramach klasy tolerancji i nie jest podawana jako wartość bezwzględna w katalogach standardowych. Jeżeli konstrukcja wymaga ścisłego trzymania liczby zwojów, należy to wyraźnie zaznaczyć w zamówieniu jako wymaganie odbioru, niezależne od ogólnej klasy DIN 2097.
Partner produkcyjny
ALMECH Radom — sprężyny naciągowe wg norm europejskich
Firma ALMECH z Radomia produkuje sprężyny naciągowe od 1992 roku, oferując pełną gamę typoszeregową w oparciu o normy EN 13906-2 oraz DIN 2097. Sprężyny naciągowe stanowią obok naciskowych jeden z dwóch najczęściej zamawianych asortymentów w wytwórni. Zakres parametrów produkowanych elementów:
| Parametr produkcyjny | Zakres ALMECH |
|---|---|
| Średnica drutu | ø 0,10 mm — ø 7,00 mm |
| Materiał drutu (stal węglowa) | Drut sprężynowy wysokowęglowy patentowany wg EN 10270-1 (klasy SM, DM, SH, DH) |
| Materiał drutu (stal nierdzewna) | Drut ze stali nierdzewnej wg EN 10270-3 / ISO 6931-1 (1.4310, 1.4401, 1.4571, 1.4462) |
| Powłoki antykorozyjne drutu | Cynkowane galwanicznie, miedziowane, stopowe Zn-Al, bez powłoki |
| Typy zaczepów | Niemiecki, angielski, wydłużony, obrotowy, kształtki specjalne wg rysunku |
| Klasy tolerancji | DIN 2097 klasa 1 / 2 / 3 (na życzenie klienta) |
| Wielkość serii | Od 1 sztuki (prototyp) do serii wielomilionowych |
| Dokumenty kontrolne | Świadectwo parametrów geometrycznych i fizycznych każdej partii — na żądanie klienta |
ALMECH jest przedsiębiorstwem wielopokoleniowym, założonym przez Alinę i Stanisława Jasik, kontynuowanym przez Wojciecha i Grzegorza Jasik. Od 2002 roku firma działa w Tarnobrzeskiej Specjalnej Strefie Ekonomicznej, Podstrefa Radom — co stanowi formalne potwierdzenie wiarygodności partnera biznesowego.
Sprężyny naciągowe produkowane przez ALMECH znajdują zastosowanie w meblach (mechanizmy łóżek rozkładanych i sof), zabawkach, motoryzacji, bramach garażowych, urządzeniach AGD oraz w licznych mechanizmach przemysłowych. Każde zlecenie traktowane jest indywidualnie — od pojedynczego prototypu po wielomilionową serię.
Jakość · certyfikaty
Trzy normy ISO, jeden zintegrowany system zarządzania
ALMECH utrzymuje trzy zintegrowane systemy zarządzania zgodne z normami ISO, certyfikowane przez akredytowaną jednostkę Certika Sp. z o.o. Jakość rozumiemy szerzej niż wyłącznie zgodność wyrobu z dokumentacją techniczną — to trzy nierozdzielne filary: trafne spełnienie oczekiwań klienta, poszanowanie środowiska naturalnego oraz zapewnienie bezpiecznych warunków pracy.
ISO 9001
Wydanie 2015 · nr 35/2023/P/B
System Zarządzania Jakością
Powtarzalność produkcji, ciągłe doskonalenie, identyfikowalność partii. Pierwsza certyfikacja w 2008 r. — ponad 17 lat nieprzerwanej zgodności. Ważny do 13.07.2026.
ISO 14001
Wydanie 2015 · nr 272/2025/B
System Zarządzania Środowiskowego
Ochrona środowiska, gospodarka odpadami, oszczędność mediów. Zaangażowanie w zrównoważony rozwój potwierdzone audytem certyfikacji. Ważny do 25.11.2028.
ISO 45001
Wydanie 2018 · nr 272/2025/B
System Zarządzania BHP
Bezpieczeństwo i higiena pracy, eliminacja zagrożeń u źródła, zaangażowanie pracowników. Najmłodszy z trzech systemów, obejmujący najnowsze wymagania normy. Ważny do 25.11.2028.
Akredytacja PCA · AC 183
Wszystkie certyfikaty ALMECH zostały wystawione przez Certika Sp. z o.o. — jednostkę certyfikującą posiadającą akredytację Polskiego Centrum Akredytacji nr AC 183 w zakresie certyfikacji systemów zarządzania. Akredytacja PCA gwarantuje, że proces certyfikacji odbywa się zgodnie z wymogami międzynarodowych standardów (ISO/IEC 17021-1) — co czyni certyfikaty uznawalnymi również w obrocie międzynarodowym, w ramach porozumień IAF MLA. Zakres certyfikacji obejmuje pełny zakres działalności operacyjnej firmy — produkcję i sprzedaż sprężyn — dla siedziby przy ul. Tarnobrzeskiej 11 w Radomiu.
Co oznaczają nasze certyfikaty w praktyce?
Posiadane certyfikaty przekładają się na konkretne i mierzalne korzyści dla każdego klienta: powtarzalność jakości — każda dostawa spełnia te same standardy niezależnie od wielkości serii; pełna identyfikowalność — partia drutu, parametry procesu i wyniki kontroli wymiarowej są dokumentowane i archiwizowane; świadectwa kontroli na życzenie klienta; oraz akceptacja w łańcuchach dostaw wymagających odbiorców z branż motoryzacyjnej, medycznej i zbrojeniowej. Utrzymanie certyfikatów wymaga corocznych audytów nadzoru oraz audytów ponownej certyfikacji co trzy lata — tę dyscyplinę ALMECH utrzymuje od ponad dekady dla systemu ISO 9001 oraz od 2025 roku dla nowo wdrożonych systemów ISO 14001 i ISO 45001.